TIPOS DE FABRICACIÓN
Cepillos compuestos
CeramiX® nylon cepillos abrasivos están diseñados para su uso en herramientas eléctricas, células robotizadas y aplicaciones CNC para eliminar la necesidad de operaciones de desbarbado mano inconsistentes tiempo y.
El acceso exclusivo de la TIE para el catálogo de productos de Ceramix® amplía la oferta de cepillo industrial a disposición de nuestros clientes con un fuerte enfoque en filamentos abrasivos especiales como cerámica y diamante nylon abrasivo.
Materiales
Estos cepillos de nylon abrasivos están hechos con CeramiX® filamento moldeado en una construcción de cubo compuesto basado uretano.
CeramiX® ofrece una mejor acción de corte de hasta 3 a 5 veces más rápido que los filamentos abrasivos tradicionales. El mineral se desgasta en trozos más pequeños, dejando consistentemente más mineral en el filamento a trabajar en la superficie de la pieza.
De hecho, existen tres rasgos clave que contribuyen a este estado de los filamentos elevado:
- tenacidad a la fractura
- dureza
- autoafilable cualidades
Estas características equiparan a una mayor productividad para CeramiX® de nylon abrasivo filamentos de cepillo, hechos con 321 grano abrasivo de cerámica patentada de 3M ™ (disponible en 220, 180, 120, 80 y 46 tamaño de grano) incrustados a través del filamento.
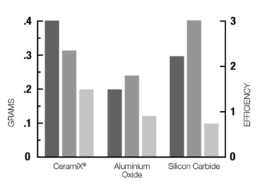
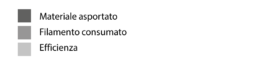
Prueba 1: Placa de aluminio 1750 RPM
Prueba 2: CRS Plate 1750 RPM
Tamaño de grano y diámetro de filamento
| Grana | Diametro filamento / Filament diameter | ||
|---|---|---|---|
| Grit | mm | inch | |
| 46 | 1,65 x 2 | 0,065" x 0,080" | * sezione ovale / oval shape |
| 1,7 x 2,3 | 0,068" x 0,090" | ||
| 80 | 1 | 0,040" | |
| 1.4 | 0,055" | ||
| 1,1 x 2,3 | 0,045" x 0,090" | * sezione rettangolare / rectangualr shape | |
| 120 | 0.7 | 0,028" | |
| 1 | 0,040" | ||
| 180 | 0.9 | 0,035" | |
| 220 | 0.6 | 0,22" | |
Los filtros estándar suministrados para las máquinas CNC (papel, tela, viscosa, fieltro) están diseñados para filtrar partículas de hasta 5 micras – 0,0002″. Consulte a su proveedor para saber cuál es el filtro más adecuado.
Tabla de conversión del tamaño de ley - Micrones - Pulgadas
| Grana / Grit Size | Micron (valore medio / average) | Inch (valore medio / average) |
|---|---|---|
| 46 | 356 | 0.014 |
| 60 | 254 | 0.010 |
| 80 | 165 | 0.0065 |
| 100 | 122 | 0.0048 |
| 120 | 102 | 0.0040 |
| 180 | 76 | 0.0030 |
| 220 | 63 | 0.0025 |
| 240 | 50 | 0.0020 |
| 320 | 31 | 0.00122 |
| 500 | 19 | 0.00075 |
| 800 | 12 | 0.00047 |
| 1000 | 7 | 0.00028 |
Cada grano abrasivo tiene una dimensión diferente. En la tabla se proporciona el valor normalito.
Parámetros de operación
RPM comienzo y el tamaño del motor para cepillos de disco
| D | Dry RPM | Motor | |
|---|---|---|---|
| mm | inch | ||
| 50 | 2 | 1750 - 2500 | 1/4 HP |
| 76 | 3 | 1750 - 2500 | 1/4 HP |
| 102 | 4 | 1750 - 2500 | 1/4 HP |
| 127 | 5 | 1500 - 1750 | 1/4 HP |
| 152 | 6 | 1250 - 1750 | 1/2 HP |
| 203 | 8 | 800 - 1200 | 3/4 HP |
| 254 | 10 | 700 - 800 | 1 HP |
| 305 | 12 | 600 - 700 | 1 HP |
| 355 | 14 | 500 - 600 | 1 HP |
RPM comienzo y el tamaño del motor para cepillos de rueda
| D | Dry RPM | Motor | |
|---|---|---|---|
| mm | inch | ||
| 50 | 2 | 1750 - 2500 | 1/4 HP |
| 76 | 3 | 1750 - 2500 | 1/4 HP |
| 102 | 4 | 1750 - 2500 | 1/4 HP |
| 127 | 5 | 1500 - 1750 | 1/4 HP |
| 152 | 6 | 1250 - 1750 | 1/2 HP |
| 203 | 8 | 800 - 1200 | 3/4 HP |
| 254 | 10 | 700 - 800 | 1 HP |
| 305 | 12 | 600 - 700 | 1 HP |
| 355 | 14 | 500 - 600 | 1 HP |
Leyenda
D = disco o diámetro de la rueda
Dry RPM = Racommended RPM de partida para aplicaciones secas
Motor = caballos de potencia tamaño del motor recomendado (basado en un 25mm – 1″ cara cepillo)
* RPM para la aplicación en húmedo (uso de refrigerantes) puede ser de hasta 40% más que el valor RPM seco, compatibilidad con el cepillo y el valor nominal MAX RPM de la herramienta.
Velocidad de alimentación en diferentes materiales
| Velocità Avanzamento / Feed Rate | ||
|---|---|---|
| mm/min | inch/min | |
| Acciaio Inox - Leghe d'acciaio / Stainless Steel - Alloy Steel | 300→450 | 12→18 |
| Acciaio dolce - Ghisa / Mild Steel - Cast Iron | 630→760 | 25→30 |
| Alluminio - Non ferrosi / Aluminium - Non ferrous | 890→1270 | 35→50 |
Los cepillos de disco nylon abrasivos funcionan mejor a velocidades que permiten bastante profunda penetración de la pieza de trabajo en los filamentos del cepillo. Faster velocidades típicamente no funcionan tan bien como las velocidades más lentas, ya que el régimen máximo que aparece en el cepillo no es la velocidad de trabajo óptima. Una regla de oro es buena para permanecer por debajo de 13 m / s – 2.500 ft / min en aplicaciones en seco y 18 m / s – 3.500 ft / min con refrigerante.
Refrigerante siempre se recomienda para aplicaciones que requieren altas velocidades, alta penetración o en partes muy finas.

Sentido de giro
En la pasada inicial de la escobilla, la rotación debe ser en la dirección opuesta de la herramienta de corte que creó la rebaba (misma rotación, dirección opuesta).
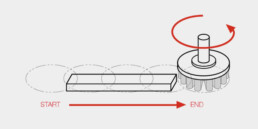
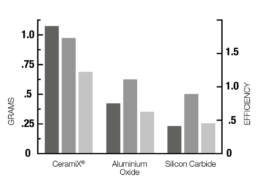
Camino cepillo
El camino ideal cepillo está en la dirección opuesta del recorrido de la herramienta de corte que creó la rebaba. El camino cepillo también debe ser más largo que el recorrido de la herramienta de corte, hasta un punto en el borde de salida del cepillo es eficaz en el extremo de la pieza.
El cepillo debe comenzar y terminar su trayectoria y la rotación completamente fuera de la pieza de trabajo.
Por último, para maximizar la cantidad de filamento que llama la atención el papel, la línea central del cepillo debe estar desplazado del centro de la parte (más importante si la pieza es más grande que el cepillo).
Una vez finalizada la primera ruta se recomienda para cambiar la dirección de rotación y establecer un nuevo camino opuesto al primero con el fin de eliminar cualquier rebaba izquierda.

Penetración (punto de contacto)
La acción abrasiva ocurre cuando los lados de la corredera de cepillo de filamentos a través de la superficie de la pieza o el borde de la pieza. Cuando se logra el equilibrio correcto entre la velocidad (RPM), la penetración, el tiempo de permanencia y el tamaño de grano abrasivo, entonces la vida óptima y corte pueden ser obtenidos. las tasas de penetración recomendados para cepillos de disco nylon abrasivos y cepillos de rueda son de 1,3 mm – 0,05” a 2,5 – 0.100” . Esto permitirá una larga vida útil del cepillo con acción abrasiva agresiva.
Compensación del desgaste del filamento
Como se menciona en la sección “¿Cómo elegir el cepillo derecho”, en la maquinaria CNC que es posible monitorizar la carga en motores de accionamiento y ajuste la posición de la herramienta de cepillado con el fin de mantener una interferencia fija o presión para el mejor rendimiento de trabajo y para un desgaste filamento inferior. Hay 4 formas más comunes para compensar el desgaste de la herramienta pincel en estas máquinas:
indexación automática: Programa de un ajuste (indexación de la herramienta en el eje Z) después de un número predeterminado de piezas producidas
Probing: Centros de control numérico a veces tienen la capacidad para sondear la cara del cepillo con el fin de ajustar la interferencia derecho de las puntas de filamento con la pieza de trabajo
Amperaje de medición: una presión fija se puede controlar mediante el control de la lectura amp del motor de accionamiento
indexación Manual: donde otros métodos no se pueden utilizar el operador puede ajustar manualmente la interferencia basada en la inspección visual o en el control de proceso estadístico de las partes procesadas





Desbarbado en CNC ventajas de la máquina
Mejora de proceso:
- No desbarbado mano y otras operaciones fuera de la fase de procesamiento automático;
- Ciclo de producción simplificado (tiempo y costo);
- Menos tiempo y el costo de la logística y manipulación del producto;
- Calidad mejorada;
- Precisión extrema en el desbarbado de cada pieza;
- Desbarbado homogénea en cada pieza;
- Normalización y repetibilidad del proceso.
