APPLICATIONS INDUSTRIELLES
BROSSES POUR LE SECTEUR DES PIPELINE
Dans le secteur Pipeline, le brossage couvre un aspect très important dans les différentes étapes de traitement, de la production des tuyaux à leur installation (par terre ou offshore). SIT offre une large gamme de brosses de très haute qualité testées et appréciées dans le monde entier.
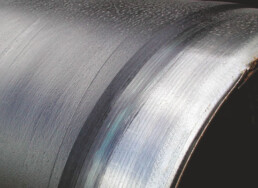
La préparation de chanfrein et le nettoyage du cordon de soudure sont des opérations très importantes dans la phase d’installation des pipeline. Les conditions de travail qui ne sont pas toujours optimales nécessitent la performance maximale des outils de travail.
En plus d’une plus grande efficacité de traitement (élimination complète de l’oxydation dans chaque couche de la soudure), le choix d’une brosse performante comporte également une moindre consommation et par conséquent économie de temps de mise en place pour son remplacement.
Par rapport aux disques abrasifs, les brosses sont bien plus efficaces car elles ne nettoient que l’oxydation de la soudure, laissant intacte la base du cordon; elles sont également moins bruyantes et produisent moins d’étincelles donc elles sont plus sûres!
ADVANTAGES
01 - épargne économique - coûts minimes de retraitement et d'installation
02 - sécurité accrue de l'opérateur - moins d'étincelles et peu de matière/filament perdu (ou aucun dans le cas des brosses enrobées)




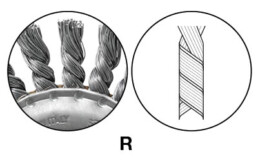
Circulaires UZ
Les brosses de la série UZ, de diamètres de 115 mm – 4-½ “”à 178 mm – 7″” sont créées pour brosser le premier passage de soudure et conviennent également pour éliminer les scories à l’intérieur de petites fissures. Les caractéristiques chimiques et mécaniques du fil d’acier, associées à la qualité de la construction de la brosse, permettent d’excellents résultats en termes d’agressivité et de durabilité.
CV circulaires
Les brosses circulaires enrobées de la série CV se composent d’une bague en acier laitonné trempée dans une solution de polyuréthane. Les principales caractéristiques sont :
consommation régulière de filaments,
épaisseur constante du bord abrasif,
absence de rupture de filament → plus grande sécurité de l’opérateur.
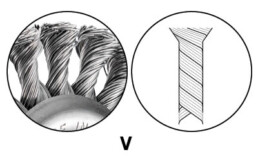
Circulaires U
Les brosses circulaires à mèches torsadées de la série U, de diamètres de 100mm – 4″” à 180mm – 7″”, sont particulièrement adaptées pour le deuxième passage de soudure et pour éliminer les scories tenaces.
tasses TU
Brosses coupes à mèches torsadées, diamètres de 70mm – 3,75″” à 150mm – 5,91″”, avec une ou deux rangées de mèches torsadées. Elles conviennent pour éliminer les résidus particulièrement résistants de surfaces continues.

L’élimination du revêtement en polyéthylène (PE), polypropylène (PP) ou résine époxy le bord de l’estrémité de tuyau est une opération critique et une brosse performante affecte fortement la productivité et la qualité de l’output. Pour cette application, on utilise des brosses circulaires à mèches torsadées en acier trempé de qualité supérieure composées de plusieurs bagues fournies soit individuellement soit déjà assemblées (ANU).
Les 3 opérations nécessaires pour découper la rainure, nettoyer le tube recouvert et nettoyer le bord de l’extrémité sont effectuées simultanément par une seule brosse à rouleau avec des bagues de diamètres différents. Une partie des bagues est souvent enrobée pour de meilleures performances
Les brosses à rouleaux pour le nettoyage des tuyaux revêtus sont fournies avec des noyaux perforés pour un éventuel refroidissement à air afin de résister à des températures très élevées et d’augmenter la durée de vie de la brosse.








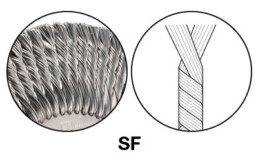
Dans le processus de production de tubes, on utilise des brosses métalliques ondulées flexibles montées en ligne pour maintenir le contact électrique continu entre la buse de soudage et le tube en mouvement durant l’opération de fermeture du tube. Les milliers de filaments métalliques garantissent le contact continu en évitant les interruptions et les imperfections de soudage.
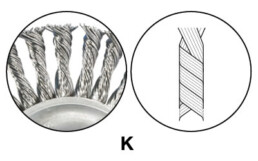
Dans le processus qui précède immédiatement le revêtement des tuyaux, en alternative aux rouleaux classiques en polyuréthane (PU), les rouleaux à bagues à mèches torsadés sont préférés pour le transport du tuyau, notamment à proximité des zones chaudes (fours à induction).
Le tube dans ces phases atteint des températures supérieures à 150 °C – 302 °F. Des rouleaux de transport en polyuréthane dans ces conditions se ramollissent, se déforment et s’endommagent facilement, ce qui nécessite un remplacement fréquent (interruption du système). En revanche les rouleaux d’entraînement (drive roll) à surface rasée régulière et à haute densité de filaments, ne sont pas affectés par ces conditions lourdes de travail, n’endommagent pas le tube, résistent aux vibrations générées par la rotation du cordon de soudure et ont une durée de vie utile plusieurs fois supérieure aux rouleaux en PU. Les brosses permettent donc un épargne économique et un retour immédiat sur l’investissement à cause du nombre réduit de mises en place et de temps d’arrêt de l’installation.



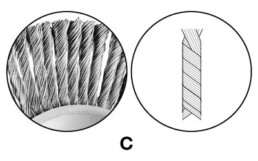
Pour les clients qui exigent une fiabilité maximale même pendant les phases d’inspection, SIT propose des brosses capables de s’adapter à la surface de chaque tube permettant au mécanisme d’inspection de détecter même la moindre imperfection.
Ces brosses sont des strip à filament long et souple pour assurer un contact continu sans endommager le revêtement et s’adapter à des tubes de différents diamètres.

L’opération revêtement de tuyaux en béton projeté consiste en la formation d’une couche de ciment sur la surface externe du tube. Elle est particulièrement pertinente dans le cas des conduites sous-marines où, pour les empécher de flotter, le tube est alourdi d’un revêtement de béton maillé, généralement de gunite (revêtement externe de béton).
En plus de sa fonction de pondération, la couche de béton offre également une protection passive contre la corrosion.
Le revêtement en béton projeté externe est effectué au moyen d’une machine spéciale avec des brosses à rouleaux qui projettent le ciment sur le revêtement normal du tuyau (époxy, bitumineux, polyéthylène, etc.). La brosse est constituée de bagues INCO en acier ondulé à très haute résistance