INDUSTRIELLE ANWENDUNGEN
Bürsten für die Pipeline-Industrie
In der Pipeline-Industrie spielen die Bürstprozesse eine sehr wichtige Rolle in den verschiedenen Arbeitsschritten. Von der Pipeline-Produktion bis hin zur Verlegung (Onshore oder Offshore). SIT bietet einen breite Palette an Bürsten von höchster Qualität, welche sich weltweit bewährt haben.
Die Vorbereitung und Reinigung von Schweißnähten ist ein sehr wichtiger Bestandteil im Pipeline-Bau. Aufgrund der nicht immer optimalen vorherrschenden Arbeitsbedingungen, werden von den eingesetzten Werkzeugen Höchstleistungen gefordert. Die Wahl einer Bürste als Schweißnahtreinigungs-Werkzeug, wirkt sich auf eine höhere Effizienz (vollständige Entfernung von Schweißrückständen in jeder einzelnen Lage), einer längeren Lebensdauer und die daraus resultierenden Einsparungen beim Austausch der Bürste, aus.
Im Vergleich zu Schleifscheiben für die Schweißnahtreinigung sind Bürsten wesentlich effektiver, da sie nur die Schweißrückstände entfernen und die Schweißmaterialbasis unberührt lassen; sie sind auch weniger laut und erzeugen weniger Funken, so dass sie ein sichereres Werkzeug sind!
Vorteile:
01 - Kosteneinsparungen - minimale Nacharbeitungskosten - weniger Einrichtungsaufwand
02 - Höhere Sicherheit für den Bediener - weniger Funken und geringer Material-/Borstenverlust (oder gar kein Verlust im Falle vulkanisierter Bürsten)




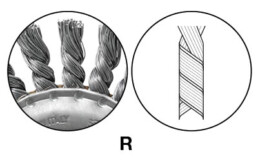
Rundbürsten UZ
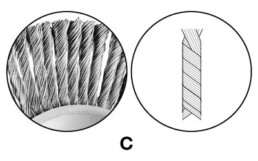
Die Bürsten der Serie UZ mit Durchmessern von 115 mm – 4½” bis 178 mm – 7″ sind für das Bürsten des ersten Schweißgangs konzipiert und eignen sich auch für die Entfernung von Rückständen in kleinen Spalten. Die chemischen und mechanischen Eigenschaften des Stahldrahtes in Verbindung mit der Qualität der Bürstenkonstruktion ermöglichen optimale Ergebnisse in Bezug auf Aggressivität und Haltbarkeit.
Rundbürsten CV
Die vulkanisierten Rundbürsten der Serie CV bestehen aus einem vermessingten Stahlring, der in eine Polyurethanlösung eingebettet ist. Hauptmerkmale sind:
gleichmäßiger Verschleiß der Borsten,
konstante Stärke der Schleifkante,
kein Borstenbruch → größere Sicherheit für den Bediener.
Rundbürsten U
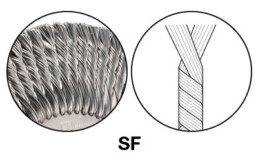
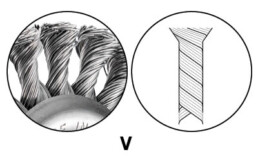
Die Rundbürsten mit gedrehten Borstenbüscheln der Serie U mit Durchmessern von 100mm – 4″ bis 180mm – 7″ eignen sich besonders für den zweiten Schweißgang und zum Entfernen von hartnäckigen Rückständen.
Topfbürsten TU
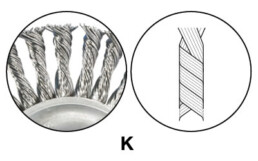
Topfbürsten mit gedrehten Borstenbüscheln, in Durchmessern von 70mm – 3.75″ bis 150mm – 5.91″, in einer oder zwei Reihen von gedrehten Borstenbüscheln. Sie eignen sich zur Entfernung besonders hartnäckiger Rückstände von kontinuierlichen Oberflächen.

Das Entfernen von Polyethylen- (PE), Polypropylen- (PP) oder Epoxidbeschichtungen von den Rohrenden, ist ein kritischer Vorgang. Eine leistungsfähige Bürste wirkt sich stark auf die Produktivität und die Ausgabequalität aus. Für diese Anwendung werden gezopfte Rundbürsten mit gehärtetem Stahldrahtbesatz eingesetzt, welche aus mehreren einzelnen Bürstenreihen bestehen, welche zu einer Walzenbürste montiert werden (ANU). Die drei Vorgänge des Schneidens, des Anfasens und der Kantenreinigung, werden gleichzeitig von einer einzigen Walzenbürste mit unterschiedlichen Durchmessern ausgeführt. Einige der eingesetzten Bürsten können auch vulkanisiert sein, um die Performance zu steigern. Walzenbürsten für die Reinigung beschichteter Rohre werden mit speziell gebohrten Bürstenkörper für eine mögliche Luftkühlung geliefert, um sehr hohen Temperaturen entgegenzuwirken und um die Lebensdauer der Bürste zu erhöhen.








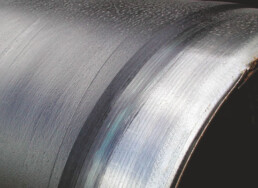
Bei der Pipelineherstellung werden viele gewellte Stahldrahtbürsten eingesetzt, um den kontinuierlichen elektrischen Kontakt zwischen der Schweißdüse und dem sich bewegenden Stahlrohr in den Rohrschweißanlagen aufrechtzuerhalten. Tausende von Drahtspitzen sorgen für einen kontinuierlichen Kontakt, wodurch Unterbrechungen und Schweißfehler vermieden werden. Im Prozess unmittelbar vor der Rohrbeschichtung, werden alternativ zu den klassischen Polyurethan-Walzen, insbesondere in der Nähe der heißen Bereiche (Induktionsöfen), Walzenbürsten – bestehend aus gezopften Bürstenreihen- bevorzugt eingesetzt. Die Rohre erreichen in dieser Phase Temperaturen von mehr als 150 °C – 302 °F. Polyurethan-Förderrollen werden unter diesen Bedingungen weich, verformen sich und werden leicht beschädigt, was einen häufigen Austausch erforderlich macht (Ausfall der Anlage). Die Bürstenförderrollen hingegen mit ihrer gleichmäßig gescherten Oberfläche und ihrer hohen Besatzdichte haben bei diesen schwierigen Arbeitsbedingungen keinerlei Probleme. Sie beschädigen das Rohr nicht, halten den durch die Rotation der Schweißnaht erzeugten Vibrationen stand und haben eine um ein Vielfaches längere Lebensdauer als PU-Rollen. Dies bedeutet wirtschaftliche Vorteile und bietet eine sofortige Kapitalrendite, aufgrund geringerer Zeiten für das Nachrüsten und geringere Ausfallzeiten der Anlage.



Für Kunden, die auch bei der Inspektion ein Höchstmaß an Zuverlässigkeit verlangen, bietet SIT Bürsten an, welche sich der Oberfläche jedes Rohres perfekt anpassen und es den eingesetzten Prüfgeräten ermöglichen, auch die kleinste Unvollkommenheit zu entdecken. Diese Streifenbürsten sind besetzt mit einem weichen und langen Edelstahldraht, der einen elektrischen Kontakt ohne Beschädigung der Beschichtung gewährleistet und sich an unterschiedliche Rohrdurchmesser anpasst.