TYPES DE FABRICATION
ROULEAUX MASTER
Les Rouleaux « Master » sont des brosses cylindriques à secteurs hélicoïdaux dont les éléments de brossage sont des strip linéaires montées sur un arbre métallique rotatif. Le type de construction permet un brossage continu avec évacuation de la matière « enlevée »
Légende
A: Diamètre externe
D: Diamètre externe arbre
D1: Diamètre trou passant
LU: Longueur utile
LT: Longueur totale
T1, T2: Extrémité arbre/tube
S: Longueur d’usinage
B: Diamètre d’usinage
N: Emplacement de la clavette
MAX SPEED: Vitesse linéaire maximale
Avantages du Brossage avec les Rouleaux Master
L’assemblage hélicoïdal des éléments garantit qu’une partie de la brosse reste toujours en contact avec la surface à nettoyer, en agissant en continu et sans sauter.
Cela favorise également le déplacement latéral du matériau enlevé.
La distance entre les éléments, ou secteurs, de la brosse permet l’évacuation totale de la matière et évite tout risque de colmatage de la brosse même.
L’action de brossage est donc efficace et à haut rendement.
Le choix du filament dépend de la matière à nettoyer: les filaments peuvent être synthétiques, métalliques, végétaux et mixtes.
Le choix du type de Rouleau Master dépend du type d’application (type de surface à nettoyer, type et quantité de matière à enlever, etc…).
Il existe 2 types de Rouleaux Master différenciés selon le type d’application, la facilité de montage/démontage et d’entretien.
Les Rouleaux Master Ouverts (RMA), eux-mêmes divisés en « »Legers » » (RMAL) ou « »Lourds » » (RMAP), sont constitués d’un arbre en acier portant des disques tournés, sur lesquels les strip sont appliquées à l’aide des chevilles vissées sur les disques mêmes. Les RMAP sont les plus facilement remplaçables et maintenables.
Les Rouleaux Master Fermés (RMC) sont constitués d’un tube en acier monté sur l’arbre, auquel les supports portant les strip sont soudés. Les rouleaux RMC sont plus légers mais nécessitent des opérations de remplacement de strip plus longues.
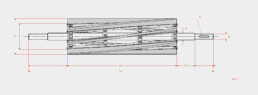
Rouleau Master Ouvert

Légende
A: Diamètre externe
D: Diamètre externe arbre
D1: Diamètre trou passant
LU: Longueur utile
LT: Longueur totale
T1, T2: Extrémité arbre/tube
S: Longueur d’usinage
B: Diamètre d’usinage
N: Emplacement de la clavette
MAX SPEED: Vitesse linéaire maximale

Caractéristiques de fabrication Rouleaux Master Ouverts
| E | LU (min → max) | A (std) | A (min-max) | MAX SPEED | N° strip | |||||
|---|---|---|---|---|---|---|---|---|---|---|
| mm | inch | mm | inch | mm | inch | mm | inch | |||
| RMAP | 159 | 6-1/4 | 200 → 3000 | 7-7/8 → 118-1/8 | 300 | 11-7/8 | 270 → 450 | 10-5/8 → 17-3/4 | 8 m/s - 1576 ft/min | 8 strip base 14 |
| RMAL | 80 | 3-1/8 | 200 → 2000 | 7-7/8 → 78-3/4 | 200 | 7-7/8 | 180 → 400 | 7-1/8 → 15-3/4 | 8 m/s - 1576 ft/min | 8 strip base 10 |
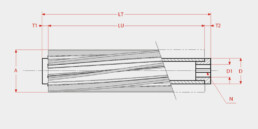
Rouleau Master Fermé
Légende
A: Diamètre externe
D: Diamètre externe arbre
D1: Diamètre trou passant
LU: Longueur utile
LT: Longueur totale
T1, T2: Extrémité arbre/tube
S: Longueur d’usinage
B: Diamètre d’usinage
N: Emplacement de la clavette
MAX SPEED: Vitesse linéaire maximale

Caractéristiques de fabrication Rouleaux Master Fermés
| LU (min-max) | A (min → max) | D (min-max) | MAX SPEED | N° strip | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| mm | inch | mm | inch | mm | inch | |||||
| RMC | 200 → 3000 | 7-7/8 → 118-1/8 | 100 → 800 | 4 → 31-1/2 | 42 → 159 | 1-5/8 → 6-1/4 | 8 m/s - 1576 ft/min | su richista / on request | ||
* Selon le diamètre du noyau
Entretien des Rouleaux Master et remplacement de Strip
Les brosses strip peuvent être facilement retirées et changées. Dans tout type de Master Roll, le remplacement est très simple et peut être effectué sans démonter l’arbre!
Dans RMA Rouleau Master Ouvert, les brosses strip peuvent être retirées latéralement ou radialement après avoir desserré les vis et les chevilles.
Dans RMC Rouleau Master Fermé, pour replacer les strip, il suffit de les retirer latéralement des gaines.